

Продукция





Корпус подшипника
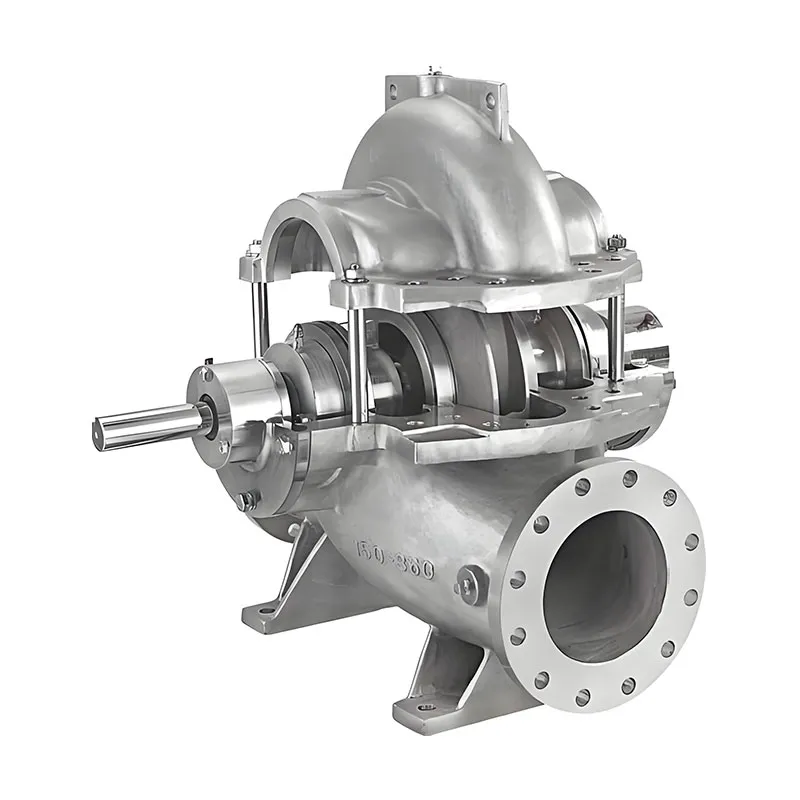
Литый корпус подшипника судового движителя является основным несущим и позиционирующим конструктивным элементом судовой движительной системы, устанавливаемым непосредственно в кормовой части судна, предназначенным для точной поддержки и фиксации линии гребного вала и подшипников, воспринимающим...
Описание
маркер
Литый корпус подшипника судового движителя является основным несущим и позиционирующим конструктивным элементом судовой движительной системы, устанавливаемым непосредственно в кормовой части судна, предназначенным для точной поддержки и фиксации линии гребного вала и подшипников, воспринимающим огромную тягу гребного винта, радиальные нагрузки и сложные гидродинамические удары, чья производительность напрямую влияет на безопасность и стабильность судоходства.
С точки зрения классификации, он относится к крупным, конструктивно сложным корпусным отливкам, обычно имеющим полое отверстие для вала, ребра жесткости и фланцевые соединения с корпусом судна, требования к структурной жесткости чрезвычайно высоки.
В качестве основных материалов обычно применяется высокопрочная судовая литая сталь, такая как ZG230-450H, или высокопрочный серый чугун (HT250 и выше), высокопрочный чугун с шаровидным графитом (QT400-18, QT450-10). Стальные отливки благодаря превосходной прочности, вязкости и свариваемости являются предпочтительным выбором для крупных судов с высокими нагрузками; в то время как чугунные отливки, обладая лучшими демпфирующими свойствами и преимуществами по стоимости, широко используются на малых и средних судах.
Трудности его литья значительны. Во-первых, сложная тонкостенная коробчатая конструкция создаёт высокий риск возникновения литейных напряжений и деформаций в процессе затвердевания, тепловые узлы рассредоточены, что затрудняет достижение направленного затвердевания с помощью обычных прибылей, внутри легко возникают усадочная пористость и усадочные раковины. Во-вторых, для обеспечения точности установки подшипников, стабильность размеров и металлургическое качество критических зон, таких как отверстие для вала, должны достигать очень высоких требований. Кроме того, крупные стальные отливки требуют строгой оценки технологий сварного ремонта для устранения неизбежных внутренних дефектов и должны подвергаться термообработке для снятия напряжений с целью контроля деформации при обработке, весь производственный процесс технологически сложен, включает множество этапов контроля качества.
")
")
Судовые и морские отливки являются ключевыми конструкционными и функциональными компонентами, используемыми в различном оборудовании судов и морских платформ, которые работают в суровых условиях, подвергаясь коррозии в морской воде, ударам волн и длительным нагрузкам. Сфера их применения чрезвычайно широка и включает в основном движительные системы (такие как гребные винты, кронштейны гребных валов), швартовное оборудование (такие как кнехты, звёздочки якорной цепи), палубные механизмы (такие как основания якорных шпилей, компоненты лебёдок), а также специальные конструкционные элементы морских платформ.
Для противодействия суровым испытаниям морской среды выбор материалов имеет решающее значение. Литая сталь (такая как ZG200-400, ZG270-500) благодаря своей высокой прочности и вязкости широко используется для конструкционных элементов, воспринимающих сложные напряжения; никель-алюминиевая бронза и марганец-алюминиевая бронза благодаря превосходной стойкости к коррозии в морской воде и устойчивости к кавитации являются предпочтительным выбором для крупных гребных винтов; кроме того, нержавеющая сталь (такая как серии 304, 316) и высокопрочные низколегированные стали также используются для конкретных областей с коррозионной средой или требующих высокой прочности.
Сложность литья таких отливок чрезвычайно высока. Во-первых, многие ключевые компоненты (такие как гребные винты) имеют сложные пространственно-изогнутые поверхности, что предъявляет чрезвычайно высокие требования к изготовлению моделей и точности стержней. Во-вторых, отливки часто имеют массивные сечения или большую разницу в толщине стенок, что создаёт высокий риск образования усадочных раковин, усадочной пористости и горячих трещин в процессе затвердевания, и требует применения научно обоснованных систем литников-прибылей и холодильников для точного контроля. Наконец, для обеспечения долгосрочной безопасности в морской среды отливки должны быть внутренне плотными и бездефектными, и проходить строгий неразрушающий контроль (такой как ультразвуковой) и испытания на механические свойства.
связаться с нами
Сопутствующие популярные продукты

Трубопровод
Литые детали трубопроводов для дноуглубительных работ являются ключевыми износостойкими компонент...

Корпус
Литые корпусные детали для сельскохозяйственной и лесной техники являются ключевыми базовыми конс...

Зубчатое колесо
Литые зубчатые колёса для горнорудной техники являются ключевыми базовыми компонентами силовой пе...

Валы и зубчатые колеса
Литые валы и зубчатые колёса для сельскохозяйственной и лесной техники являются ключевыми элемент...

Рабочее колесо
Рабочее колесо, являясь "сердцем" насосов, вентиляторов и других гидравлических машин, выполняет ...

Винтовой вал
Винтовой вал из высокохромистого чугуна является ключевым износостойким компонентом для транспорт...

Шкив
Литые шкивы для горной техники являются ключевыми передающими компонентами тяжелого оборудования,...

Кнехт
Кнехт является ключевым швартовным устройством, установленным на причалах, портовых набережных ил...

Корпус насоса
Литой корпус насоса, являясь основным компонентом, воспринимающим давление в оборудовании для пер...

Блок (шкив)
Литые блоки (шкивы) для дноуглубительных работ являются ключевыми грузонесущими и направляющими к...

Корпус клапана
Корпус клапана является основным компонентом, воспринимающим давление и обеспечивающим конструкти...

Зуб ковша
Литые зубья ковша для горной техники являются ключевыми износостойкими компонентами, непосредстве...

Вал
Литые валы для горной техники являются ключевыми компонентами, воспринимающими кручение и передаю...

Корпус
Литые корпуса для нефтяного оборудования являются ключевыми нагружаемыми и конструкционными элеме...

Обтекатель
Литый обтекатель гребного винта судна является важным компонентом, устанавливаемым за ступицей су...

Втулка из высокохромистого чугуна
Втулки из высокохромистого чугуна представляют собой ключевые износостойкие компоненты, специальн...






