Литая корпусная деталь: не просто отливка, а основа механизма
2026-02-06
- От чертежа до формы: где кроется главный подвох
- Процесс литья: контроль там, где его не ждут
- Механообработка: где теория встречается с реальностью
И вот отливка попадает на станок. И здесь вылезают все огрехи предыдущих этапов. Твердая корка на поверхности из-за быстрого охлаждения в форме — убийца инструмента. Скрытая раковина в месте, где нужно нарезать резьбу под штуцер — брак. Припуск, распределенный с перекосом в пару миллиметров — приходится ?догонять?, теряя базовые поверхности.
Поэтому плотная работа литейщиков и технологов-механиков — залог успеха. Хорошая практика — проводить предварительное 3D-сканирование критичных отливок, чтобы скорректировать программу обработки под реальную геометрию, а не под идеальный чертеж. Это экономит время и нервы.
Особенно сложно с крупногабаритными корпусами для дорожно-строительной техники. Их не на всякий станок поставишь. Нужны правильные кондукторы, поддержки, чтобы не было вибрации. Обработка посадочных плоскостей под гидроцилиндры или цапф — это высокая точность, от нее зависит соосность и, как следствие, ресурс всего узла. Тут уже не до ?примерно?.
Проверка и опыт: что не найдет дефектоскоп
- Вместо заключения: мысль вслух
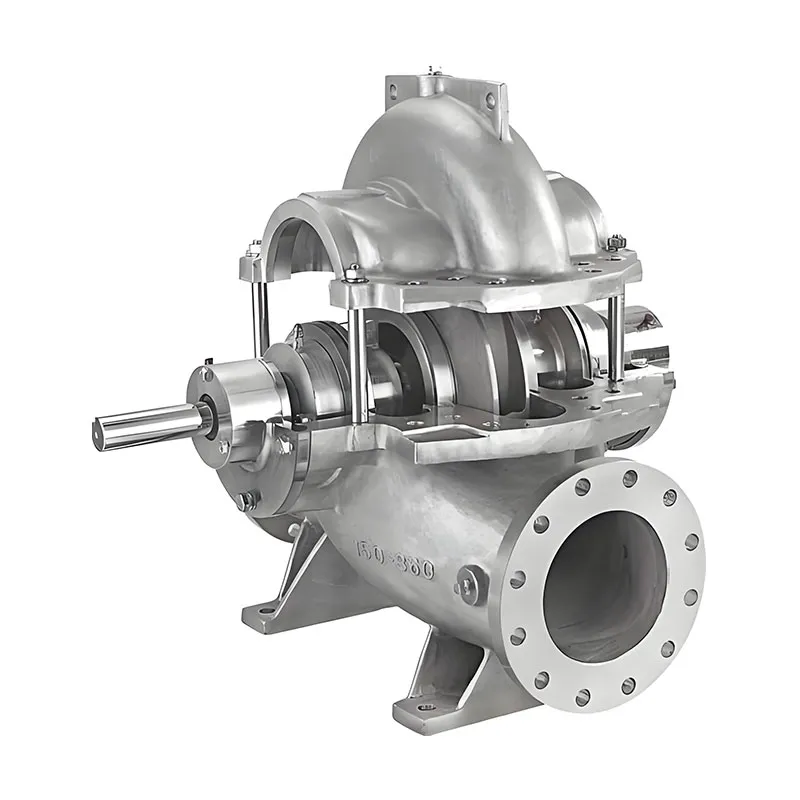
Когда говорят про литую корпусную деталь, многие представляют просто грубую заготовку, ?болванку?, которую потом долго и нудно обрабатывать. Это самое большое заблуждение. На деле, это уже почти готовый узел, от геометрии и внутренней плотности которого зависит, выдержит ли насос давление в 300 атмосфер или разойдется по сварному шву корпуса экскаватора после первого же серьезного удара ковшом. Тут каждый миллиметр припуска и сама структура металла — это не абстракция, а конкретные часы ресурса оборудования.
От чертежа до формы: где кроется главный подвох
Работа начинается не в цехе, а в техзадании. Частая ошибка конструкторов — перенести в литье параметры, идеальные для сварной или сборной конструкции. Толщина стенок — отдельная тема. Сделать тонкую стенку в крупной корпусной детали из жаропрочной стали — это высший пилотаж, тут и заливу нужно ?помочь? правильно затечь, и охлаждение рассчитать так, чтобы внутренних напряжений не возникло. Один раз получили партию корпусов для судовых насосов — вроде бы прошли УЗК, а при механической обработке проявились микротрещины. Причина — несовершенство системы питания отливки, металл в массивных частях ?подсасывал? материал из более тонких, создавая зону риска.
А выбор сплава? Для портовой техники, скажем, кронштейнов или опор, часто идет углеродистая сталь — дешево и сердито. Но в условиях постоянной влажности и ударных нагрузок мы все чаще смотрим в сторону низколегированных марок. Да, дороже, но межремонтный период увеличивается в разы. У компании ООО Чжэньцзян Синшэн Стальное Литье в ассортименте как раз широкий перечень материалов — от углеродистки до высокохромистого чугуна, что позволяет подбирать решение не по остаточному принципу, а под конкретную задачу износ или коррозия.
Сама модель. Деревянная для штучных изделий в ремонт — еще куда ни шло. Но для серии, особенно сложнорельефных корпусов задвижек для нефтехима, без точной металлической оснастки — деньги на ветер. Важно предусмотреть не только усадку металла, но и как потом эта отливка будет обрабатываться на станке. Где взять базы, чтобы не пришлось ?танцевать с бубном? при фрезеровке посадочных мест под подшипники. Это знание приходит только с опытом, часто горьким.
Процесс литья: контроль там, где его не ждут
Плавка и заливка — кажется, что тут все автоматизировано. Ан нет. Температура перегрева — ключевой параметр. Недогреть — будут неметаллические включения, холодные спаи. Перегреть — крупнозернистая структура, потеря прочности. Для нержавеющих марок это вообще отдельная песня, они очень ?капризные? к режимам. На своем веку видел, как из-за, казалось бы, незначительного превышения температуры корпус детали для гидравлики пресса пошел ?винтом? при охлаждении, исправить было невозможно.
Формовочные смеси. Многие думают, что это просто песок. А от его газопроницаемости и прочности зависит качество поверхности отливки. Приходилось сталкиваться с ситуацией, когда на готовой литой детали для металлургического оборудования были раковины от газовых раковин. Проблема оказалась в том, что смесь ?устала?, потеряла свои свойства после множества переиспользований. Мелочь? Нет, это простой и брак.
Выбивка и термообработка. Вот тут многие расслабляются. Отливку выбили, обрезали литники — и в цех обработки. Но без отжига для снятия напряжений — это мина замедленного действия. Особенно для массивных, неравномерно остывающих корпусов. Они могут ?вести? себя уже на финишной операции или, что хуже, в работе у заказчика. Нормализация, закалка с отпуском — это не просто строчки в ТУ, это обязательные этапы для ответственных узлов. На сайте xszgsteel.ru, кстати, акцентируют, что производственный цикл включает термообработку, и это серьезный плюс.
Механообработка: где теория встречается с реальностью
И вот отливка попадает на станок. И здесь вылезают все огрехи предыдущих этапов. Твердая корка на поверхности из-за быстрого охлаждения в форме — убийца инструмента. Скрытая раковина в месте, где нужно нарезать резьбу под штуцер — брак. Припуск, распределенный с перекосом в пару миллиметров — приходится ?догонять?, теряя базовые поверхности.
Поэтому плотная работа литейщиков и технологов-механиков — залог успеха. Хорошая практика — проводить предварительное 3D-сканирование критичных отливок, чтобы скорректировать программу обработки под реальную геометрию, а не под идеальный чертеж. Это экономит время и нервы.
Особенно сложно с крупногабаритными корпусами для дорожно-строительной техники. Их не на всякий станок поставишь. Нужны правильные кондукторы, поддержки, чтобы не было вибрации. Обработка посадочных плоскостей под гидроцилиндры или цапф — это высокая точность, от нее зависит соосность и, как следствие, ресурс всего узла. Тут уже не до ?примерно?.
Проверка и опыт: что не найдет дефектоскоп
Визуальный контроль, УЗК, капиллярный контроль — это обязательно. Но есть вещи, которые проверяются только в работе. Например, как поведет себя литая корпусная деталь насоса при длительной циклической нагрузке. Усталостная прочность закладывается еще на этапе проектирования литниковой системы и выбора марки стали.
Был случай с корпусом для лесозаготовительной машины. Все испытания в цеху прошли, а в поле, на морозе, после нескольких месяцев работы дала трещину в месте перехода сечения. Анализ показал, что в условиях низких температур хладостойкость выбранной марки стали оказалась на пределе. Пришлось переходить на более легированный вариант. Теперь для арктических исполнений это учитываем в первую очередь.
Поэтому доверять нужно тем поставщикам, которые не просто продают отливки, а понимают, где и как они будут работать. Когда видишь в портфолио компании ООО Чжэньцзян Синшэн Стальное Литье детали и для нефтехимии, и для судовых насосов, и для металлургии, это говорит о широкой технологической базе. Значит, есть опыт адаптации процесса под разные, зачастую противоречивые, требования.
Вместо заключения: мысль вслух
Современная литая корпусная деталь — это результат симбиоза опыта, технологий и материаловедения. Это не товар из каталога, а часто индивидуальное решение. Экономить на этапе проектирования и подготовки производства — значит закладывать многократные перерасходы на последующих этапах, вплоть до ремонта у конечного пользователя.
Сейчас тренд на снижение веса при сохранении прочности. Это толкает к использованию высокопрочных сталей, оптимизации конструкции с помощью расчетов на прочность (CAE), к прецизионному литью с минимальными припусками. Те, кто остался на уровне ?лить как тридцать лет назад?, быстро теряют рынок.
Выбирая партнера, смотрите не только на цену за тонну, а на готовность вникнуть в вашу задачу, на наличие собственной металлографической лаборатории, на отработанные процессы контроля. Потому что в итоге вы покупаете не просто кусок металла сложной формы, а надежность и ресурс своего оборудования на годы вперед. И это тот случай, когда скупой платит не дважды, а гораздо больше.